

NEWS CENTER
Drywall screw flat thread rolling die manufacturers take you to understand the processing technology of thread rolling die
- Categories:Industry Dynamics
- Author:
- Origin:
- Time of issue:2022-12-21
- Views:0
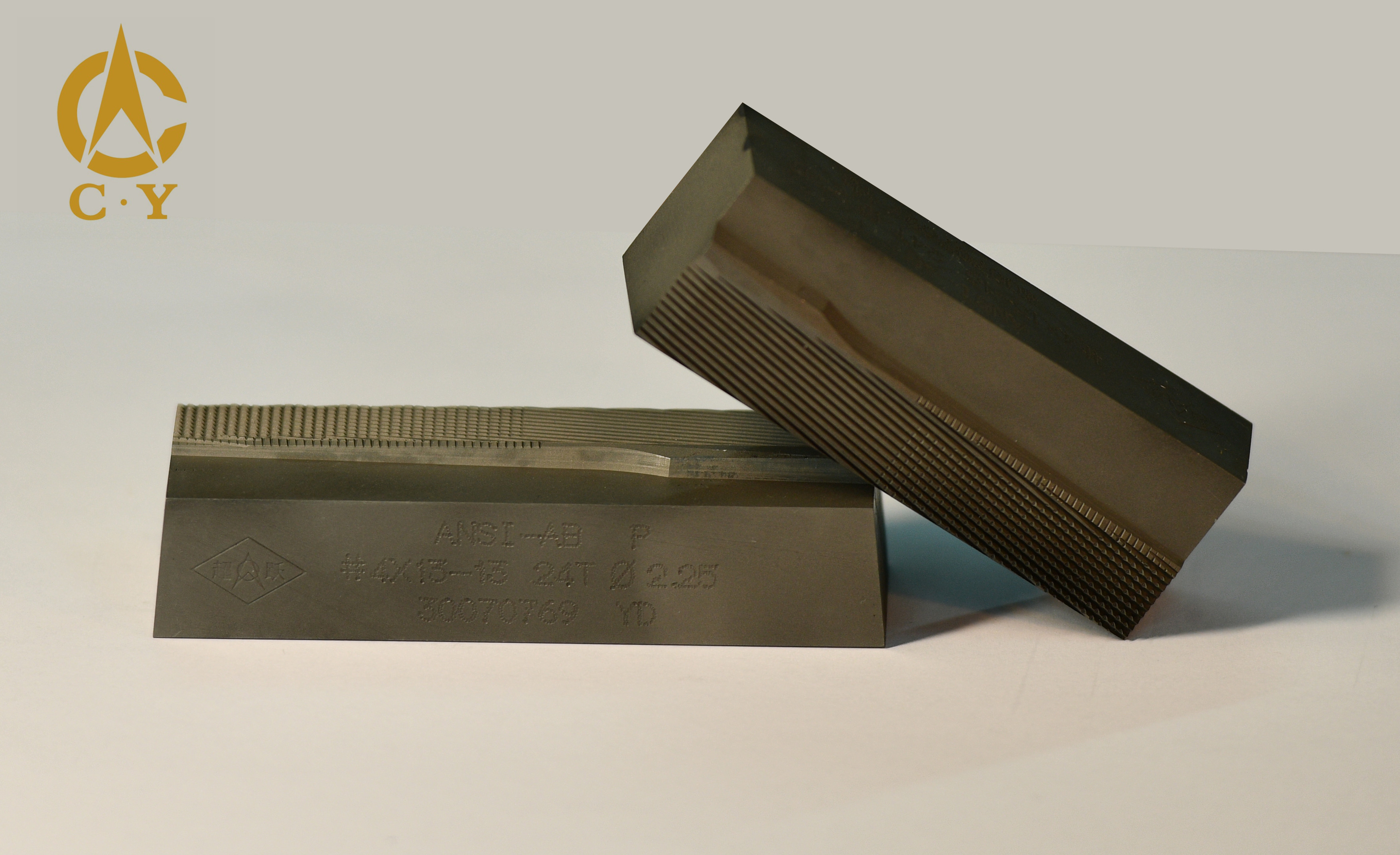
(Summary description)Drywall screw flat thread rolling die tells you that the thread rolling die process route is: rough forging → quenching and tempering → machining → inner hole quenching → machining (thread rolling) → outer diameter melting and tempering → inspection.

good price and quality Drywall screw flat thread rolling die For sale
customized Drywall screw flat thread rolling die china
Drywall screw flat thread rolling die manufacturers take you to understand the processing technology of thread rolling die
(Summary description)Drywall screw flat thread rolling die tells you that the thread rolling die process route is: rough forging → quenching and tempering → machining → inner hole quenching → machining (thread rolling) → outer diameter melting and tempering → inspection.
- Categories:Industry Dynamics
- Author:
- Origin:
- Time of issue:2022-12-21
- Views:0
Drywall screw flat thread rolling die tells you that the thread rolling die process route is: rough forging → quenching and tempering → machining → inner hole quenching → machining (thread rolling) → outer diameter melting and tempering → inspection.
The forging quality of the blank should be strictly controlled, and serious carbide segregation is not allowed in the threaded part, otherwise it is easy to break the teeth during thread rolling. Drywall screw flat thread rolling die tells you that the purpose of quenching and tempering is to improve the forging structure, obtain lower hardness and plasticity, so that the thread can be rolled after machining. Quenching and tempering is carried out in a box furnace, 550~600°C for 2 hours, then raised to 890±10°C for 4~6 hours, then air-cooled or oil-cooled, tempering temperature 760±30°C, hold for 6~ After 8 hours, the furnace is cooled to 600~650°C, water cooled to 300°C, and then cooled to room temperature in air. Hardness after quenching and tempering HB2017-241.
Drywall screw flat thread rolling die tells you that the quenched and tempered blank is then machined into shape, and after the inner hole is treated with high frequency, the thread is rolled. The thread rolling die made by rolling method has a longer service life than that made by turning method. Inner hole high-frequency melting fire, single-turn or double-turn inner hole inductors can be used. The carbides of this type of high-alloy steel are not easy to dissolve, so it is not suitable to use an excessively high heating rate.
Scan the QR code to read on your phone
CONTACT FORM
We’ll take the time to explain the recommended solution and its price
CONTACT US
Contacter: Lina Bei
Cell-phone No.: +86 13283291408
Telphone No.: +86-317-2229112
Email: cy3@cnhuachao.com
What's app: +86 13283291408




Copyright © 2019 Renqiu Huachao Screw Tools Co., Ltd.